Коэффициент K является основополагающим для процесса гибки и тесно связан с понятием "обратного пружинения". Он также известен как припуск на изгиб и служит для расчета разверток листового металла. Знание формулы коэффициента К необходимо для правильной гибки материалов в зависимости от их типа.
Что такое коэффициент K?
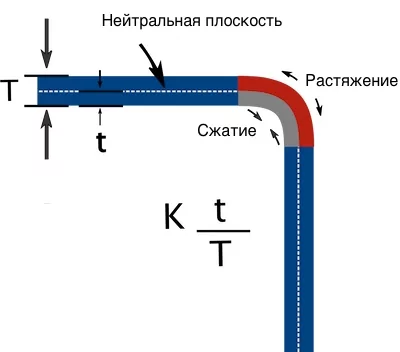
Коэффициент K указывает на поведение сгибаемого материала и его реакцию на приложенные растягивающие и сжимающие напряжения.
По сути, это не что иное, как отношение толщины листового металла к нейтральной оси, то есть между t (расстояние между внутренней частью изгиба и нейтральной плоскостью) и T (толщина заготовки).
Что такое нейтральная плоскость?
Нейтральная плоскость - это идеальная область, которая не изменяется при сгибании, не укорачивается и не удлиняется. Хотите узнать больше о нейтральной плоскости? Мы написали статью, в которой более подробно рассматривается эта тема.
В общих чертах можно сказать, что в подавляющем большинстве случаев нейтральная плоскость лежит примерно на 1/3 толщины изнутри, поэтому она равна 0,33.
Например: толщина 30/10 будет иметь t = 1 мм, поэтому 1/3 = 0,33 = k
Тем не менее, существуют случаи, когда нейтральный радиус имеет тенденцию смещаться к центру, т.е. когда отношение
r/T > 1
Где r - внутренний радиус изгиба, а T - толщина Формула коэффициента K для листового металла
Для расчета развёртки листового металла используется следующая формула:
k = log(r/s)x0,5+0,65
В любом случае, приведенная таблица дает набор значений, которые можно использовать после того, как вы правильно определите внутренний радиус изгиба.
Таблица коэффициента k листового металла
|
0,65>r/t<=1 |
k=0,3 |
|
1 |
k=0.35 |
| 1.5 |
k=0.4 |
| 2.4 |
k=0.45 |
| 3.8 |
k=0.5 |
Что влияет на развертку листового металла?
Развертка листового металла обычно зависит от таких факторов, как: материал, толщина и используемые штампы и, в меньшей степени, радиус пуансона. Все эти компоненты в той или иной степени влияют на внутренний радиус. Естественным следствием этого является то, что чем больше радиус, тем меньше раскладка, и наоборот. Давайте теперь рассмотрим основные факторы, влияющие на раскладку листового металла:
Ширина матрицы: более широкое раскрытие матрицы создает больший радиус.
Тип гибки: еще один аспект, который часто игнорируется, заключается в том, что размеры готовой заготовки различаются для одной и той же матрицы, материала и толщины в зависимости от того, используется ли воздушная гибка или чеканка. Фактически, последний вариант создает меньший радиус и поэтому требует более длинных разверток. Особое внимание следует уделить чеканке. Это единственный метод, при котором внутренний радиус совпадает с радиусом пуансона, поэтому раскладка зависит только от радиуса пуансона.
Радиус пуансона: как уже было замечено, радиус пуансона в стандартных условиях (поэтому не при специальных изгибах, требующих использования инструментов с очень большим радиусом) должен составлять около 2/3 от внутреннего радиуса изгиба.
Это объясняется тем, что в меньшей степени этот компонент также склонен создавать различия в размерах готовых заготовок.
Гибка заготовок средней толщины со слишком малым радиусом пуансона (например, r 0,8 при толщине 50/10) не только создает некрасивые канавки на внутренней стороне, но и вызывает большее напряжение материала и неестественную кривизну.
К-фактор листового металла: как раскладывать металлический лист
В цехах используются различные методы определения корректной длины развертки. В настоящее время существует тенденция полагаться на многочисленные пакеты программного обеспечения, представленные на рынке, однако вносимые коррективы все еще могут быть основаны на эмпирических методах, разработанных внутри компаний. Теперь давайте рассмотрим некоторые из методов, используемых операторами.
Таблицы, основанные на опыте: они получаются путем учета компенсаций, добавленных к раскладкам в ходе практических испытаний.
Компенсационные значения: для этого к измерениям внутреннего изгиба добавляются компенсационные значения, соответствующие проценту толщины.
Таблицы DIN: это таблицы, содержащие значения, которые необходимо вычесть из наружных размеров гнутых заготовок.
Геометрические расчеты: путем применения k-факторов, полученных по формуле, приведенной выше, или с помощью примеров значений сетки на основе r/t. Форсирование радиуса и изменение k-фактора: этот подход используется конструкторами, использующими программное обеспечение для 3D-моделирования.
Процентный метод: это широко используемая система. Она предполагает первоначальное упрощение внутреннего радиуса сплава на основе матрицы и материала, а затем ввод k-фактора из таблицы.
Теперь, когда вы знаете, что такое k-фактор в деталях и как его рассчитать, вы можете точно определить развертку листового металла для гибки.